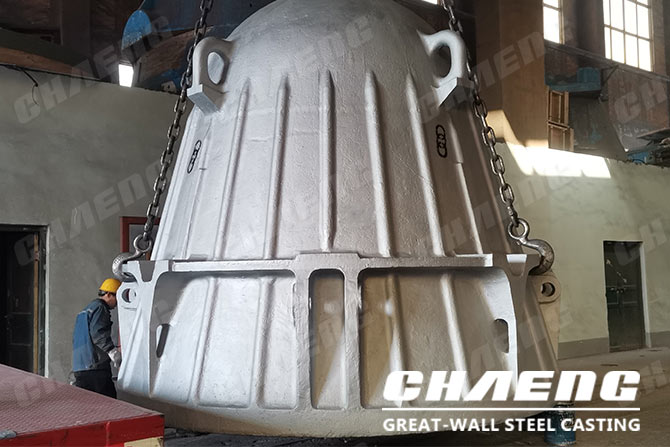
The slag pot has the characteristics of a large shape, thick wall, and many plate-shaped vertical ribs distributed in the circumferential direction, forming many locally dispersed thermal joints, which is not conducive to shrinkage and is prone to shrinkage holes and cracks at the T-shaped ribs. Therefore, when Xinxiang Great Wall Casting (CHAENG) is casting slag pots, it is necessary to pay attention to these problems in order to control the quality of the slag pots.
The quality requirements of sodium silicate sand casting are as follows: the inner surface of the slag tank must be smooth, without convex and concave defects exceeding 5mm, the T-rib connected to the pot body must be free of cracks, the two side ears must be concentric and horizontal, and the entire slag pot must not have casting defects such as shrinkage holes, air holes, and slag holes. Therefore, the process requirements of casting slag pots are strict, and the relevant operators also need to have enough processing experience.
CHAENG will select the technical scheme and process design parameters of the slag pot according to the structural development characteristics and quality management requirements of the slag pot. Necessary measures should be taken to ensure the quality of the finished slag pots in view of the problems such as axial shrinkage, shrinkage holes, cracks, and a blowhole that are prone to occur at the T-shaped rib.
According to the structure and solidification characteristics of the slag pot casting, the open-fill casting method is an effective means to ensure the overall sequential solidification of the casting and to achieve the requirements of dimensional accuracy. The advantages of this scheme are the convenience of casting sand, low buoyancy, no buoyancy, no turning and lifting, sufficient rigidity of the sandbox, and suitable iron to prevent deformation and lifting. Additionally, cooling within the pit increases productivity and utilization of the modeled area.
In order to obtain high-quality slag pots, CHAENG takes measures to deal with various defects in advance in the slag pot casting process, as well as various problems that may occur in the process. Only in this way can the quality of the product be guaranteed.